 WebMail
WebMail 

Different ways of programming mill-turn machine (part 1)
With mill-turn machines we usually have more than one way to program an operation. I will show how we can choose which programming mode should be outputted from NX CAM.
Variety of programming modes is caused by different configurations of mill-turn machines.
In this post I’m presenting 3 ways of programming machining front face of a part. I will use drilling operation, but it applies to milling operations as well.
On a big mill-turn with X, Y and Z axes on-board we can use standard 3-axis programming mode:
G0 X0.0 Y45. Z-3. F600
But on most of mill-turns we can’t move X-axis too far in negative direction (down), because we will reach axis limit. Also on machines without Y-axis we can’t program in regular XYZ mode.
To avoid this, we can use one of two following output types:
1. XZC mode
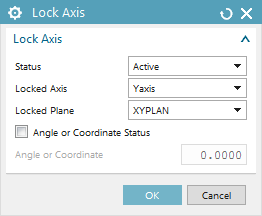
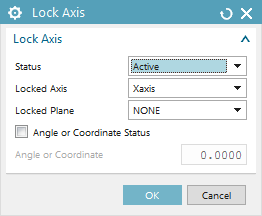
Depending on how our postprocessor is configured, it might be standard output of the postprocessor. If it is not, we can force it by using Lock Axis UDE. To do this, set options in ude as shown on a picture below:
 In resulting code, you will get X and C coordinates instead of X and Y:
In resulting code, you will get X and C coordinates instead of X and Y:
G0 C0 X45. Y0.0 Z-3. G1 Z-23.704 F600 G0 Z-3. Z10. C270. Z-3. G1 Z-23.704 G0 Z-3. Z10. C180. Z-3.
2. TRANSMIT mode
On different controllers this mode is called differently:
– Transmit – at Sinumerik (Transform Milling Into Turning)
– G112 / G12.1 – at Fanuc
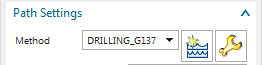
– G137 – at Okuma
This output type is defined in postprocessor. In NX it might be activated by custom UDE, or by attaching an operation to custom method:
Resulting output looks like regular 3 axis mode. But when TRANSMIT mode is activated, machine will execute XYZ program as XZC motions.
You can see how it all works in NX on a following video:



{kind=link}